










咨詢電話:13356214567 聯(lián)系人:劉經(jīng)理
油氣回收的必要性:
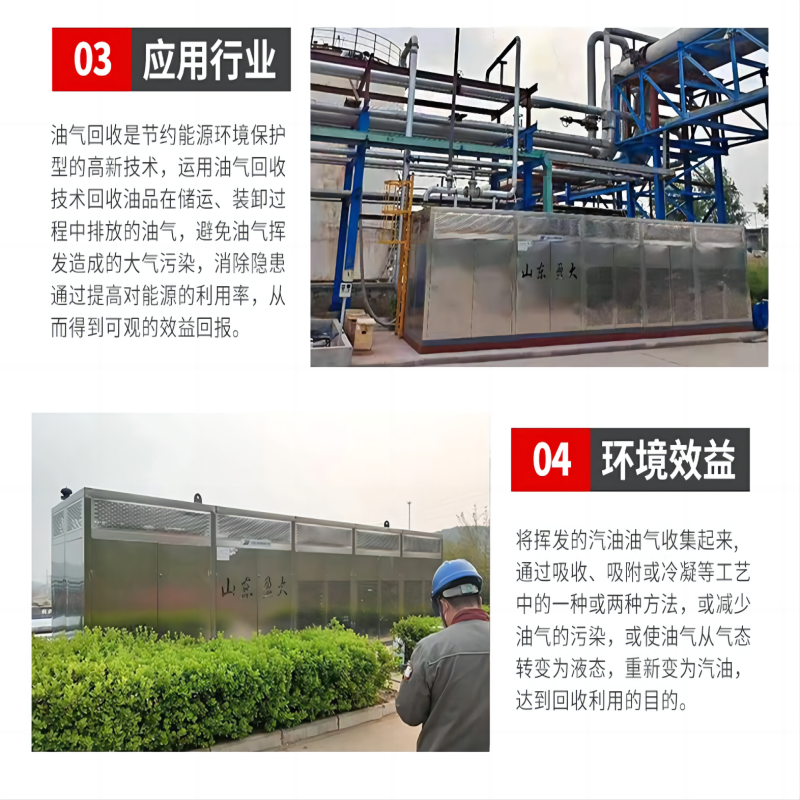
隨著全球環(huán)境惡化和環(huán)保意識增強,我國相繼出臺了一系列環(huán)保政策,強制性規(guī)定必須設(shè)置油氣回收系統(tǒng)對儲罐和裝卸車、船等儲運設(shè)施揮發(fā)的油氣進行回收利用,防止大氣污染。
冷凝吸附法技術(shù)原理:
冷凝+吸附工藝組合首先將油氣冷凝至-75℃(可分三級冷卻),C3以上的烷烴基本冷凝回收,回收率達80-90%,剩余少量的烷烴到吸附系統(tǒng)進行吸附回收處理,吸附后合格達標的空氣排放;脫附后少量油氣回到系統(tǒng)入口循環(huán)。回收率可達97%以上。制冷溫度的設(shè)定根據(jù)不同的工況設(shè)計制定。
冷凝吸附法應用范圍:
1.煉油廠、儲油庫成品油罐車油氣回收系統(tǒng)
2.油田伴生氣回收系統(tǒng)
3.苯類、等化工氣體的分離與回收
4.化工生產(chǎn)過程中的混合氣體分離、濃度控制與回收
冷凝+吸附法裝置的主要配置
主要包含制冷機組、 冷箱、 吸附罐、 真空泵、輸油泵等。
自控: 電氣可執(zhí)行器件、 PLC可程控系統(tǒng)。
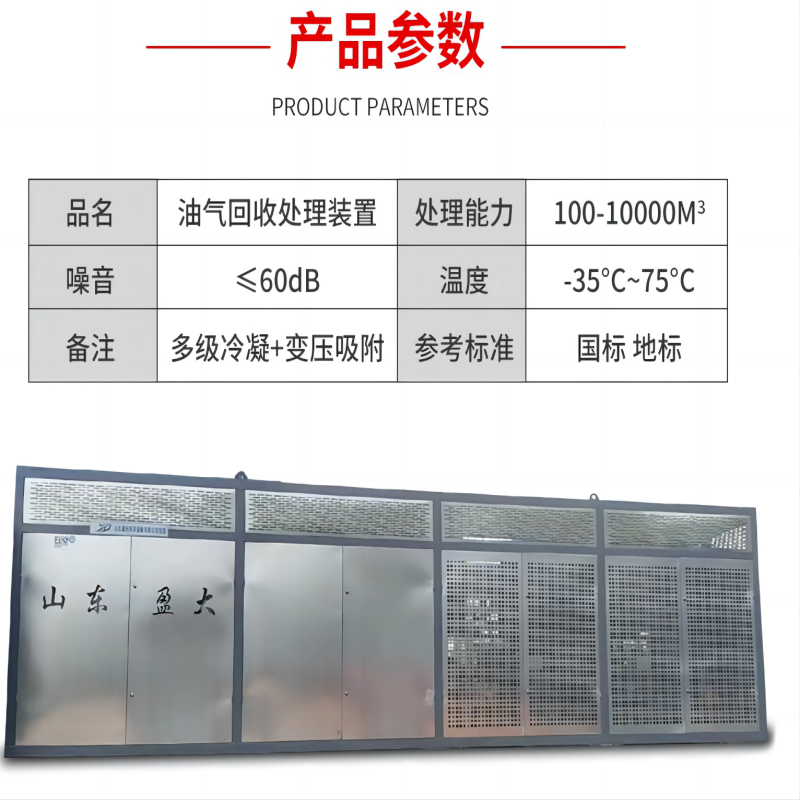
產(chǎn)品參數(shù)
根據(jù)要求定制,沒特定規(guī)格
煉油廠/油庫油氣回收
1.油田伴生氣回收系統(tǒng)
2.苯類、等化工氣體的分離與回收
3.化工生產(chǎn)過程中的混合氣體分離、濃度控制與回收
4.環(huán)保標準要求嚴格的氣體排放限制的控制
油氣回收"冷凝+吸收法"系統(tǒng)裝置應用鄰域與場景
1.煉油廠、儲油庫成品油罐車油氣回收系統(tǒng)
2.油田伴生氣回收系統(tǒng)
3.苯類、等化工氣體的分離與回收
4.化工生產(chǎn)過程中的混合氣體分離、濃度控制與回收
產(chǎn)品特點
1.活性炭的低負荷吸附效率高、性質(zhì)穩(wěn)定, 保證設(shè) 備的長期穩(wěn)定運行和較高的回收率。
2.真空泵的脫附效果強, 保證設(shè)備的循環(huán)使用效率。
3.使用PLC控制及變頻調(diào)節(jié)技術(shù)實現(xiàn)油氣收集、冷凝液化、油水分離凝析油輸送入庫的全過程自動控制。制冷機組變工況調(diào)節(jié)和系統(tǒng)經(jīng)濟運行。
4.工藝簡單,安全性高,整體操作過程處于低壓、低溫狀態(tài)火災隱患較小;自動化控制水平高,易于控制和操作。冷凝+吸附工藝組合采用了兩種方法的優(yōu)勢,揚長避短,科學搭配。
5.冷凝系統(tǒng)的制冷溫度-75℃ ,深冷真正做到節(jié)能減排的目標。

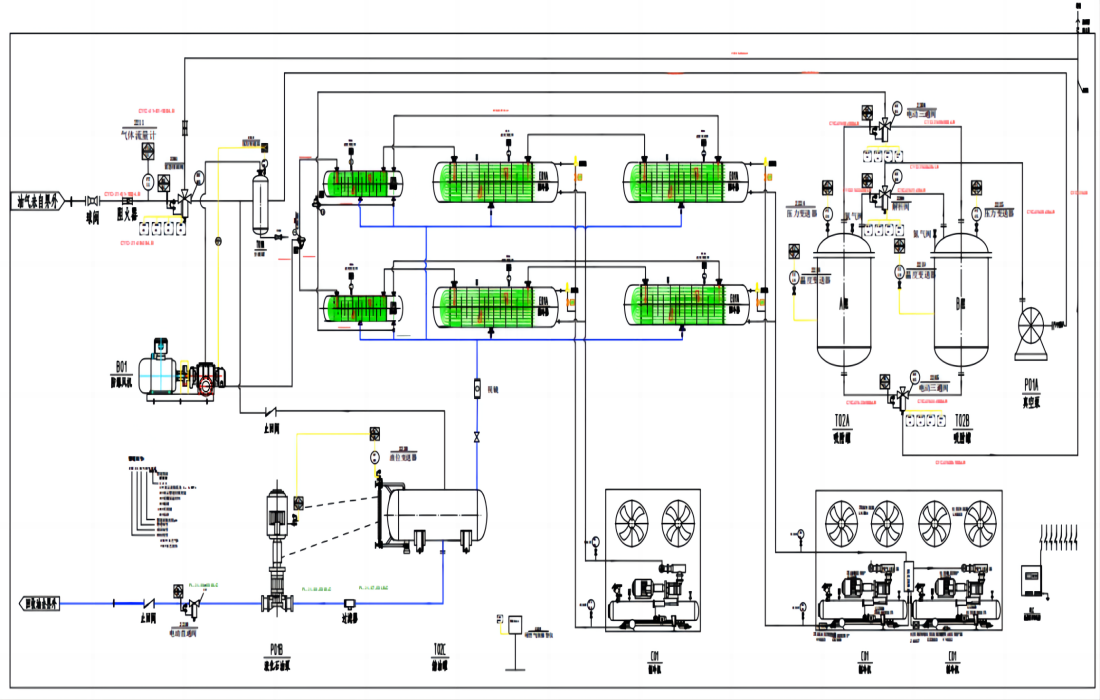
工藝流程介紹:
1)冷凝單元:
執(zhí)行如下油氣回收流程:
常溫油氣揮發(fā)氣體由分支收集管線匯入主油氣管線,經(jīng)緩沖罐由防爆變頻風機(回收設(shè)備內(nèi)置)送入油氣處理裝置的油氣進入冷凝單元,風機和裝在油氣主管上的壓力傳感器聯(lián)鎖,根據(jù)排氣量的大小自動變頻運行.油氣直接進入回熱交換器與冷凝處理后的氣體進行回熱交換后繼續(xù)進入冷凝單元進行多級冷凝。
第Ⅰ級——預冷級(0~5℃):
本級冷凝原理是將經(jīng)第Ⅲ級冷凝后的帶有冷量的未被冷凝的少量的油氣和空氣的混合氣體,與持續(xù)進入的新進油氣進行換熱冷卻將油氣冷卻至 0~5℃,從而提高制冷效率,合理利用能源實現(xiàn)節(jié)能的作用。
油氣在預冷級中可將絕大部分空氣中含有的水分及尾氣中 C9 以上組分液化,同時回收部分冷量后進入冷凝級。
第Ⅱ級——中冷冷凝級(-30~-35℃):
本級冷凝原理是采用比澤爾半封閉螺桿式制冷化霜機組的制冷系統(tǒng)(熱泵式化霜系統(tǒng))將冷場溫度保持在-30~-35℃,將尾氣中絕大部分 C5 以上組分進行冷凝液化,同時回收部分冷量后進入深冷級。
第Ⅲ級——深冷冷凝級(-60~-75℃):
本級冷凝原理是采用比澤爾半封閉螺桿式復疊機組將冷場溫度保持在-60~-75℃,至此大部分的油品組分被冷凝液化析出分離出油品后的低溫貧油氣體再回到回熱交換器進行回熱交換,溫度回升到接近常溫,至此,完成了氣路的冷量回收利用。同時,每一級冷場出油管路上均設(shè)有利用制冷系統(tǒng)壓縮機排出的過熱蒸汽將油溫升至冰點以上的油冷回收裝置,解決了油冷回收問題,且每一級出油管不會產(chǎn)生冰堵或凝結(jié)現(xiàn)象。設(shè)備制冷系統(tǒng)的所有制冷量全部用于克服油氣從氣態(tài)變?yōu)橐簯B(tài)的汽化潛熱,無多余的冷量浪費。冷凝系統(tǒng)采用雙路可切換式設(shè)計,一路冷凝,一路化霜,更加高效。
2)吸附單元;
未被冷凝處理的低濃度油氣中油品系物的處理效率為 90%,當一級吸附的處理效率為 95%時就能達到環(huán)保要求,為了應對由于系統(tǒng)故障造成進吸附裝置的油品蒸氣含量偏高的風險,本方案吸附系統(tǒng)采用兩級吸附,由 2 個吸附罐組成。A 組吸附罐處于“吸附”工作狀態(tài),B 組吸附罐處于“脫附”。油氣進入一級吸附時,油氣中的絕大部分有機物被活性碳吸附住,油氣中的剩余有機物被活性碳完全吸附住,達標尾氣則直接穿過碳層,通過排氣筒(排氣筒高度≥15m)排入大氣中。當“吸附”碳床接近飽和狀態(tài)時,“吸附”碳床轉(zhuǎn)入“脫附”狀態(tài),與此同時,原“脫附”碳床已再生完畢而轉(zhuǎn)入油氣吸附狀態(tài)。兩組吸附罐的切換是通過 PLC 控制系統(tǒng)來完成的,以保證對源源不斷進入裝置的油氣進行回收處理。
冷凝+吸附”組合工藝個性特點
1.采用先進的制冷技術(shù)和設(shè)備實現(xiàn)高效能、低電耗。
2.采用新型制冷劑、復疊制冷機組保證低溫制冷系統(tǒng)的穩(wěn)定從而保證高效的油氣回收率。
3.根據(jù)用戶的現(xiàn)實條件合理設(shè)計系統(tǒng)的配置和控制,系統(tǒng)優(yōu)化,實用性好,安全可靠。
4.組合優(yōu)化在于系統(tǒng)中的冷凝部分沒有超低溫裝置,省錢省力,吸附部分工藝簡單易行。
5.系統(tǒng)設(shè)定冷凝段回收90%的油氣,用吸附劑嚴格控制排放標準,并能滿足排放要求,其收益、效果高。
6.低溫低壓系統(tǒng)安全系數(shù)高。
7.工藝簡單,無化學反應過程易操作,易控制,自動化程度高。
8.便于制作安裝,一次性投資少,經(jīng)濟效益回收高。
咨詢電話:13356214567 聯(lián)系人:劉經(jīng)理

劉經(jīng)理:13356214567
張經(jīng)理:15726012810
傳 真: 0530-5177555
地 址:山東省菏澤市定陶區(qū)北環(huán)路中小企業(yè)園內(nèi)